
 Few things damage or destroy brand reputation as quickly as a quality issue. A product recall can devastate a company’s reputation and cost a company millions of dollars. Perhaps that’s why when we think of “quality control,” we think of preventing physical contaminants such as bone fragments, pieces of plastic, metal shavings, glass, and stones from the production and/or packaging environment.
Few things damage or destroy brand reputation as quickly as a quality issue. A product recall can devastate a company’s reputation and cost a company millions of dollars. Perhaps that’s why when we think of “quality control,” we think of preventing physical contaminants such as bone fragments, pieces of plastic, metal shavings, glass, and stones from the production and/or packaging environment.
There is, however, another important element of quality control—ensuring the safety and consistency of what’s inside of a package by tracking the weight of the packages through production.
Monitoring product weight using an inline checkweigher can provide powerful indications of production efficiency, proper fill, packaging integrity, package contamination, and adherence to product specifications and labeling policies.
While issues with product weight may not pose a risk to consumer health or safety, they can have a monumental impact on a company’s reputation, consumer loyalty, legal compliance, and bottom-line profits.
What is a Checkweigher?
Checkweighers, often called conveyor belt scales, are inline systems for measuring the weight of raw materials, ingredients, or packaged products as they pass through a production line.
More than a simple conveyor scale, checkweighers do not only measure and record—they respond.
A checkweigher system programmed with a specified weight range will reject samples or packages that are “out of spec,” meaning they are over or under the target range. If detected, these packages are removed from the line, eliminating the possibility of the out-of-spec material progressing through the production process or being sent out to customers.
While often tailored to fit into a production line, a checkweigher is typically comprised of several components:
- A controller mechanism collects and responds to information about the packages being weighed.
- A weigh frame includes an infeed weighing section where products are lined up for weighing.
- An outfeed is where products can pass through or be removed from the production line.
Checkweighers are essential inspection machines for any industry that sells its products by weight.
Commonly used in food processing facilities, checkweighers are also ideal for cosmetic and consumer goods facilities. Checkweighing can also be useful for monitoring products for which weight can be closely related to quantity. When inspecting containers of pharmaceuticals, for example, a checkweigher could ensure proper quantities by “counting” pills, tablets, and capsules that are precisely similar in weight.
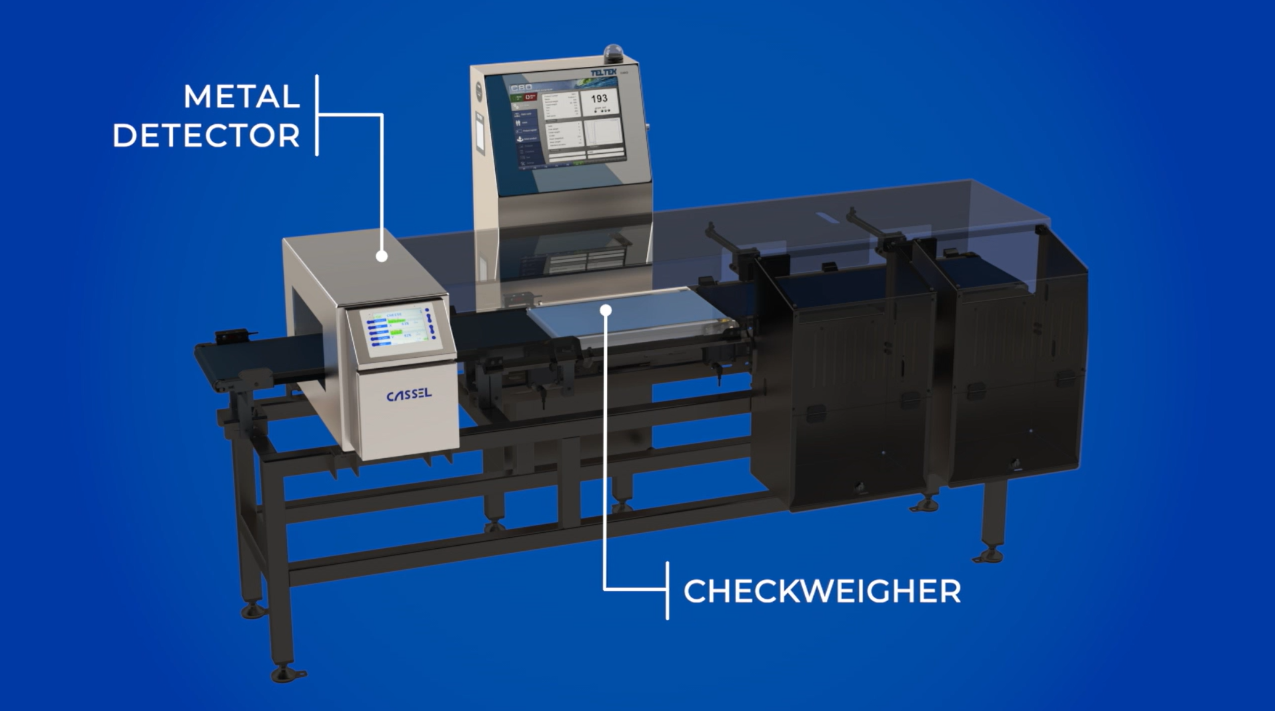
Additionally, checkweighers can be combined with other inspection machines, like metal detectors or X-ray inspection machines, to provide additional inspection support. These combination machines are designed to fit seamlessly into production lines and save space while offering optimal inspection capabilities.
If you work in the food and beverage industry, you may be interested in our new reference guide: Impact of Food Contamination on Brands (2023). It talks through food safety best practices and explains how brands can protect food and beverage safety, integrity, consistency and quality.
Benefits of Checkweighers in the Food and Beverage Industry
In the food and beverage industry, checkweighing is a means of weight control, ensuring that the amount of product in the package is the same (or just a fractional amount over) the weight indicated on the package. But brands should prioritize keeping products within the correct weight specifications for seven critical reasons.
1. Avoiding Profit Reduction
Perhaps the most obvious reason for using checkweighers is to save money. Overfill is often referred to as “giveaway” because it’s material you’re not being paid for. Overfilling results in lost profits that add up quickly even if overfill volumes and product value are low.
Giving away even one gram of a product per package can result in thousands of dollars in lost revenue, in addition to the cost of any packaging wasted on products that cannot go to market.
2. Meeting Consumer Expectations
Customers expect what they’re paying for. Whether that’s a pound of meat, a quart of juice, or a dozen pieces of candy, consistent and accurate weights are a measure of quality that fuels consumer loyalty.
3. Complying with Government Regulations
Unlike traditional random package testing, checkweighing systems test 100% of your production line. By testing every package and eliminating anything that’s out-of-spec, checkweighers ensure compliance. Moreover, checkweigher systems help you avoid costly fines associated with violating USDA/FSIS or NIST package labeling regulations.
4. Maintaining Filling and Packaging System Efficiency
Underweight packages help identify problems with the systems used to fill your packages. Whether you’re filling individual product packages, bottles of liquid, multi-component containers (e.g. trayed frozen foods or meal kits), or cartons with multiple packages, weight variations indicate filling issues.
Inline checkweighing provides continuous feedback and immediate alerts that allow processors to maintain optimal packaging efficiency and proper fill weights, volumes, and quantities.
5. Discovering Defective Products or Packages
Underweight measurements can indicate product imperfections and/or packaging damage, causing product leakage or loss.
6. Improving Sampling Efficiency and Effectiveness
Unlike traditional spot-checking processes that test several packages several times throughout a shift, an inline checkweigher system provides continuous sampling and feedback on every package produced. This eliminates the chance of sampling errors, reduces the costs associated with having someone pull, measure, and record sample results, and allows for immediate response to any issues.
7. Improving Process Predictability and Efficiency
Using checkweighers early in a process provides insights that ensure downstream performance. Confirming ingredient batch weights, for example, ensures consistent process performance and product quality. Measuring pre-cooked weights can prevent inconsistent or incomplete heat processing that could affect finished product quality or safety.
The Benefits of Combined Inspection Solutions
Checkweighers ensure that the weight of a given product is within the specified limits, but did you know you can combine the power of checkweighers with other inspection machines?
Maximize efficiency and productivity with combined inspection solutions when space is at a premium.
High-performance metal detectors and X-ray inspection machines can be combined with checkweighers as an alternative to having separate pieces of equipment. Combined inspection machines provide a space-saving solution, making them perfect for production floors or workshops with limited square footage.
Why Choose CASSEL Inspection?
Assuring the purity of your raw materials and finished products through inspection protects your investment, your reputation, your customers, and the end consumer. Since 1994, CASSEL Messtechnik GmbH (CASSEL Inspection) has been an industry leader in metal detection, checkweigher, and X-ray inspection systems for food and beverage processors.
With over 28 years of experience working with food manufacturers around the world, CASSEL Inspection understands the unique challenges of ensuring quality in food and other production environments.
CASSEL Inspection provides inspection equipment that can add protection to any stage of production, from incoming raw materials to finished stock.
Custom-designed for your production line, CASSEL Inspection equipment integrates smoothly into your existing setup, increasing operational efficiency while providing a layer of protection and quality assurance.
Quick Links: